“国际热核聚变实验堆(ITER)计划”是目前全球规模最大、影响最深远的国际科研合作项目之一,其目标是验证和平利用聚变能的科学和技术的可行性。基于多种原因考虑,ITER选用标准RCC-MR-2007作为真空室等涉核部件的设计和建造标准。中方承担的采购包需要按照该标准进行设计和制造。
中国聚变工程实验堆(CFETR)是中国自主设计和研发并参与国际合作的重大科学工程,是中国在全面消化吸收ITER相关技术的基础上,预先开展下一代超导聚变堆研究的重大项目。CFETR将着力解决一系列存在于ITER和聚变商业示范堆(DEMO)中的科学与技术挑战。基于其材料、工艺、工况及结构设计的特殊性,目前正在编制适用于CFETR设计和建造的一系列的核聚变(HJB)标准。其中涉及的无损检测部分,拟参照现行的我国能源行业标准NB/T 47013-2015执行。
目前,核工业西南物理研究院同时承担了ITER氦冷固态增殖剂试验包层(HCCB TBM)及CFETR氦冷陶瓷增殖剂产氚包层(HCCB TBB)的设计与制造。两个包层的设计有许多相通之处,都是氦冷固态增殖剂包层,都具有铍区、锂区、冷却流道等,涉及总体结构、中子学、电磁、热工水力学等工作参数设计,其结构设计腔室多、流道密集、形状复杂、焊缝繁多。同时,两个包层的设计也有许多差异,ITER可能是在CFETR建设成功之前,在真实聚变环境下测试增值包层模块的唯一机会,其上专门留有两个试验包层窗口。TBM(试验包层)主要用于产氚和能量获取技术验证;而CFETR中的包层都是TBB(氚增值包层),其尺寸比TBM大,同时面对的工况也比TBM更加严格。同时,两个包层相应的辅助系统设计也差异很大。在此差异的前提下,为便于设计及检测人员灵活运用相应标准,有必要对两个包层的无损检测参照标准进行比较分析。两包层中涉及焊缝类型较多,且设计要求进行内部质量检测。下面以超声检测为例,对两个标准进行比较分析,指出标准应用时可能存在的适用性问题,以期为设计人员优化设计提供依据。
标准分析与比较
标准RCC-MR-2007中无损检测方面内容位于其第3部分,其中焊缝的超声检测要求在RMC2600中详述,验收标准在第4部分RS7700 《产品焊缝的无损检测》 中详述。同时,按照RCC-MR-2007中的设计分类,TBM属于II级部件中的箱体结构,因此以下标准中对比范围仅限于RCC-MR-2007中II级部件焊缝的超声检测要求。国内的标准在编写时考虑到查阅的方便性,将无损检测的检验标准与验收标准放置在同一章节,标准NB/T 47013-2015中第3部分超声检测就包含了焊缝超声检测的检测标准和验收标准。
1 适用厚度范围
标准RCC-MR-2007中规定,RMC2600适用的母材厚度不小于10mm。
标准NB/T 47013-2015根据不同的焊接接头类型,分类更加细致。相比于前者,NB/T 47013-2015对检测厚度上限进行了要求(500mm),且下限较之稍低,I型焊接接头适用工件厚度下限为6mm。
2 检验时机
标准RCC-MR-2007在RS7723中对II级部件焊缝的检验时机进行了规定。最终的体缺陷检验,应在最终消应力热处理后进行。
标准NB/T 47013-2015中要求超声检测时机的选择应符合相关法规、标准及有关技术文件的规定。
3 检验区域
标准RCC-MR-2007在RS7722中对II级部件焊缝的检测区进行了规定。工件厚度>30mm时,焊缝被检区域应至少包括熔敷金属和两侧各10mm的热影响区;工件厚度≤30mm时,焊缝被检区域应至少包括熔敷金属和两侧各5mm的热影响区。
标准NB/T 47013-2015中规定检测区宽度应是焊缝本身以及焊缝熔合线两侧各10mm区域。通常,工件厚度越大,开坡口宽度及热影响区也越大,相较而言,RCC-MR-2007中根据工件厚度确定检测区宽度的要求更加合理。
4 表面准备
标准RCC-MR-2007中规定表面粗糙度不大于6.3μm。
NB/T 47013-2015中规定检测面应平整,检测面与探头楔块底面或保护膜间的间隙应不大于0.5mm,其表面粗糙度不大于25μm。
国内外都有关于表面粗糙度对超声检测影响的研究,有研究者针对不同粗糙度对超声检测的影响进行了深入研究,结果表明当表面粗糙度大于6.3μm时,超声波检测灵敏度随表面粗糙度的增加急剧变化,严重影响缺陷的判定。
同时,NB/T 47013-2015中对对比试块的表面粗糙度要求为3.2μm或6.3μm,与被检件的表面粗糙度要求差异较大。相对而言,RCC-MR-2007中对粗糙度的要求更为合理。
5 探头参数规定
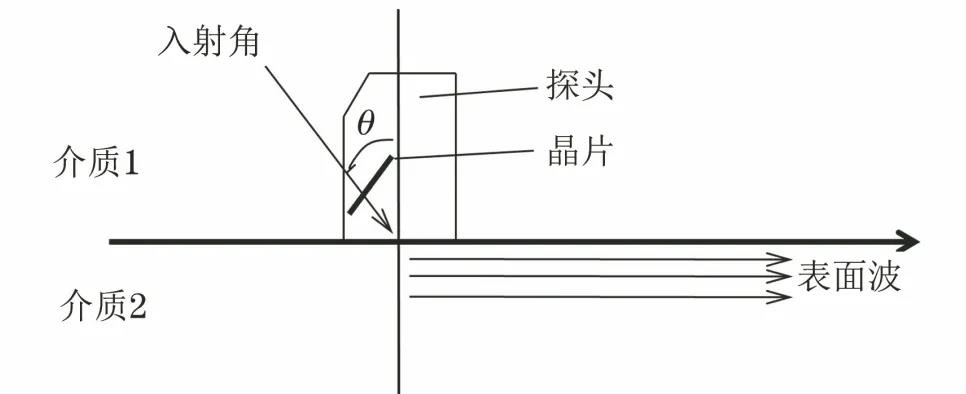
标准RCC-MR-2007中规定,探头频率范围为1~6MHz;压电晶片可以是矩形或圆形,矩形晶片长宽比不大于1.5,尺寸为10~30 mm(直径或边长);斜探头折射角为35°~70°,当需要采用两个不同角度的横波扫查时,原则上要求这两个折射角标称值至少相差15°。
标准NB/T 47013-2015中规定,仪器-3dB频率为0.5~10MHz;压电晶片可以是方形或圆形,圆形晶片直径一般不应大于40mm,方形晶片任一边长一般不应大于40mm;斜探头折射角的选择如表1所示,根据工件厚度进行选择,工件越厚,折射角越小。当需要采用两个不同角度的横波扫查时,原则上要求这两个折射角标称值至少相差10°。
表1 NB/T 47013-2015推荐采用的斜探头折射角(K值)和标称频率
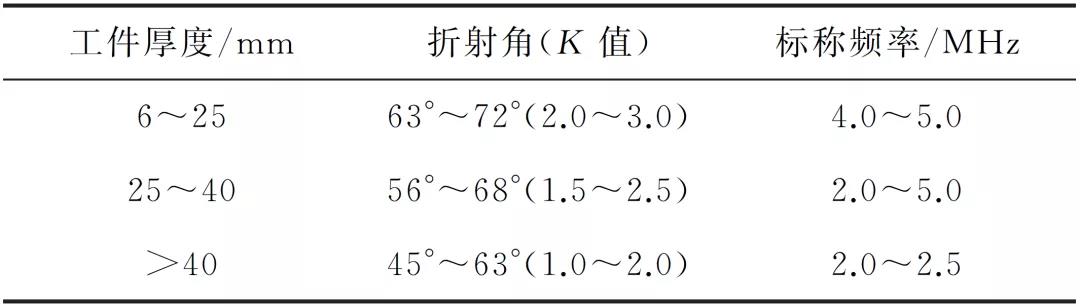
与RCC-MR-2007相比,NB/T 47013-2015中探头公称频率更大,晶片尺寸可选择余地更大;推荐的斜探头折射角的选择更具体,可执行性更强。
6 标准试块
标准RCC-MR-2007中采用标准NF EN 12223-2000规定的1号校准试块。
标准NB/T 47013-2015中采用的是20号优质碳素结构钢制CSK-ⅠA标准试块。
7 对比试块
标准RCC-MR-2007中规定,对比试块为直角平行六面体,表面粗糙度不大于6.3μm,人工反射体为Φ2mm横通孔,第一个横通孔位置为扫查面下10mm,其余横通孔位置根据试块厚度而定。当试块厚度不大于50mm时,间隔为10mm;试块厚度为50~100mm,间隔为20mm;试块厚度大于100mm时,间隔为30mm。所有反射体位置应距对比试块两端至少各20mm。
标准NB/T 47013-2015中规定,根据工件厚度不同,采用的对比试块(CSK-ⅡA、CSK-ⅢA、CSK-ⅣA试块)也不同。其中,根据CSK-ⅡA试块适用的工件壁厚范围不同,又分为Φ2mm×40mm和Φ2mm×60mm(槽孔直径×横孔长度)两种不同试块;CSK-ⅢA试块人工反射体为Φ1mm×6mm的短横孔,深度位置为10~120mm,间隔为10mm;CSK-ⅣA试块根据适用的工件壁厚范围不同,分为Φ6mm×80mm、Φ6mm×100mm、Φ6mm×120mm(横孔直径×横孔长度)3种不同试块。相比标准RCC-MR-2007,NB/T 47013-2015中试块的表面粗糙度要求与工件检测面表面粗糙度要求差别较大,这在检测实施过程中,按需进行耦合补偿。而标准RCC-MR-2007中试块和工件检测面的表面粗糙度要求一致,则不存在耦合补偿问题。另外,相比标准RCC-MR-2007,标准NB/T 47013-2015中对对比试块的要求更加具体,对应不同工件壁厚,人工反射体的尺寸有所变化。
8 扫查方法
标准RCC-MR-2007中对对接焊缝扫查方法规定,一般采用横波斜探头和纵波直探头对工件进行双面双侧扫查。厚度不大于100mm焊缝的超声扫查方式如图1所示,使用横波斜探头检查纵向缺陷时,沿图1(a)中1~4的4个方向进行扫查;检查横向缺陷时,沿图1(b)中5-6,5-7,7-8,6-8中任选一对,沿这两个方向进行扫查;使用直射纵波检查时,沿图1(a)中9或10的任意一个方向进行扫查。
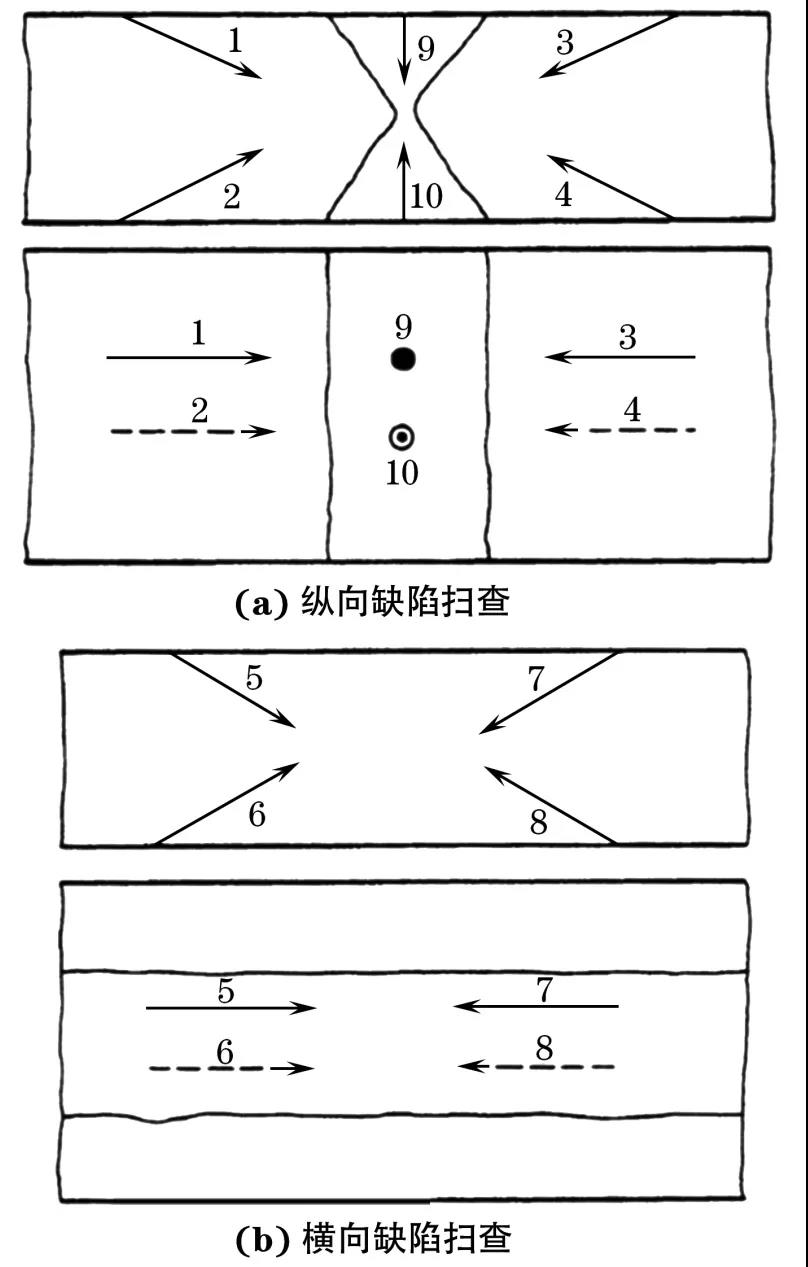
图1 厚度不大于100mm的焊缝超声扫查方式示意
另外,标准中规定每一个探头应覆盖相同探头沿反面扫查的盲区。当一个表面和(或)焊缝的一侧不可达时,沿此表面或焊缝一侧的检验,按下述方式替代:
① 一次反射法(底面回波)检验;
② 从可达表面或焊缝一侧,用两个不同折射角的探头扫查,以满足整个体积区域从4个不同方向进行扫查。
对于厚度>100mm焊缝的检测,在检测纵向缺陷时,沿图1(a)中1~4的4个方向,采用2个不同角度的探头进行扫查;在检查横向缺陷时,沿图1(b)中5~8的4个方向进行扫查;直射纵波检测时,沿图1(a)中9和10两个方向进行扫查。另外,标准规定,厚度>100mm的焊缝,不要求用一次反射法检测和表征缺陷。在这种情况下,可采用浅盲区探头,以覆盖从可接近表面进行检测中产生的探头盲区。
为了便于根据压力容器产品的重要程度选用搜查方法,标准NB/T 47013-2015规定了A、B、C 3个检测技术等级。主要区别表现在适用厚度范围、适用探头数量、检测面、对横向缺陷的检测要求、余高要求、对母材的检测要求等。其中C级为最高等级,适用要求为:母材厚度为6~500mm;使用2种K值探头;进行单面双侧或双面双侧,对应检测横向缺陷;需要将余高磨平,要求用直探头对斜探头扫查经过的母材区域进行检测。相比RCC-MR-2007,NB/T 47013-2015按重要程度选择方法,应用更为灵活,而RCC-MR-2007则是直接选择了最重要产品的检测方法。
9 缺陷显示表征
01 幅度标定
标准RCC-MR-2007中,采用距离-波幅校正距离波幅曲线(DAC),利用绘制这样的DAC曲线所用的同样(灵敏度)调节,将缺陷区测得的最大幅度与同样声程的曲线的纵坐标进行比较。以距离波幅校正的百分比表示缺陷的严重程度。
标准NB/T 47013-2015中,DAC曲线使用探头和仪器在试块上实测的数据绘制而成,由3条曲线组成,曲线高度从高到低分别为判废线、定量线、评定线。曲线的高度由被检焊缝板厚确定。其中评定线与定量线之间(包括评定线)为Ⅰ区,定量线和判废线(包括定量线)之间为Ⅱ区,判废线及以上为Ⅲ区。波幅标定以落在哪个区来评定。与标准RCC-MR-2007相比,原理一致,只是曲线所代表的意义不同。
02 尺寸标定
标准RCC-MR-2007中规定采用相对灵敏度测长法的-6dB法(半波高度法)测量缺陷长度。
标准NB/T 47013-2015中规定,当缺陷反射波只有一个高点,且位于Ⅱ区或Ⅱ区以上时,采用-6dB法测量其指示长度;当缺陷反射波峰值起伏变化,有多个高点时,且均位于Ⅱ区或Ⅱ区以上时,应以端点-6dB法测量其指示长度;当缺陷最大反射波幅位于Ⅰ区时,将探头左右移动,使波幅降到评定线,用评定线绝对灵敏度法测量缺陷指示长度。标准NB/T 47013-2015的缺陷测长法综合了ASME标准和RCC-MR标准中的方法,针对具体情况有不同的测量方法。
03 成组缺陷显示
标准RCC-MR-2007中规定,如果同时符合以下两个条件,则可将分散的缺陷信号显示累积在一起:
① 如果有一个缺陷信号是点状的,该缺陷与另一缺陷的缺陷信号在扫查表面上的投影相隔距离不大于最小的缺陷信号显示长度的6倍或20mm;
② 缺陷信号在焊缝横截面上的投影相隔距离不大于20mm。
成组缺陷信号显示幅度为任何分散的缺陷信号显示中测得的最高幅度,其尺寸为相距最远的缺陷两端相连的尺寸。该累计规则只适用于已经逐个测得的缺陷显示。
标准NB/T 47013-2015中规定沿缺陷长度方向相邻的两缺陷,其长度方向间距小于其中较小的缺陷长度且两缺陷在与缺陷长度相垂直方向的间距小于5mm时,应作为一条缺陷处理,以两缺陷长度之和作为其指示长度(间距计入);如果两缺陷在长度方向投影有重叠,则以两缺陷在长度方向上投影的左、右端点间距离作为其指示长度。
10 验收准则
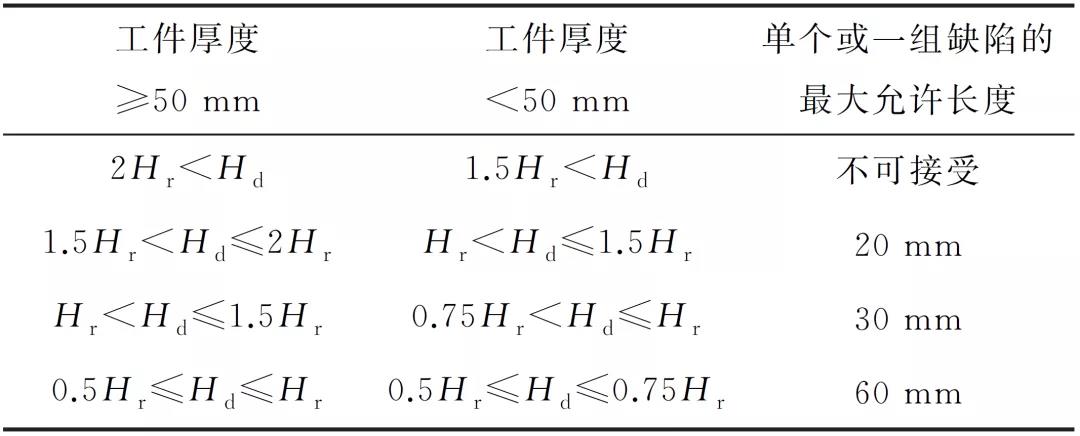
标准RCC-MR-2007中规定任何不小于50%参考反射波高度(Hd/Hr≥1/2)的反射波显示应予以记录;一旦发现裂纹、未熔合等非体积型显示,判定为不合格;体积型缺陷最大允许长度如表2所示,Hd为缺陷回波高度最大值,Hr为人工反射体回波高度最大值 。对于体积型缺陷显示,超过表2规定的与Hd/Hr比值相关的长度,判定为不合格。应当注意的是,反射波高度低于设定值的单个缺陷不应该被认为是需要进行返修的缺陷;然而,当其连续长度超过200mm时,则需要进一步分析以确定缺陷性质。
表2 标准RCC-MR-2007中规定体积型缺陷最大允许长度
标准NB/T 47013-2015规定按质量分级进行验收,在不同质量等级进行验收时,又按照工件厚度、波幅所在区域、单个缺陷长度以及多个缺陷累计长度等进行验收。此外,该标准规定不允许存在裂纹、未熔合和未焊透等缺陷。与标准RCC-MR-2007相同,都是根据缺陷的性质、波幅、工件厚度以及缺陷长度进行缺陷判定的。
结 语
(1) 标准RCC-MR-2007中适用的母材厚度不小于10mm,但不适用于TBM中盖板流道封焊的5mm焊缝、第一壁侧壁流道封焊的3.5mm焊缝的检测;标准NB/T 47013-2015中适用的母材厚度不小于6mm。
(2) 标准RCC-MR-2007中的对比试块标准孔的孔径是Φ2.0mm这一定值,这与NB/T 47013-2015中标准孔孔径根据厚度而异不同。
(3) 标准RCC-MR-2007中规定采用双面双侧扫查,相当于标准NB/T 47013-2015中A、B、C三级检测技术中要求最严的C级检测。在TBM的实际运用中,由于焊缝结构是封闭的,无法实现双面扫查,标准中给出了相应的措施。
(4) 标准RCC-MR-2007中对缺陷表征规定,幅度标定采用DAC曲线法,与其他标准一致;尺寸标定采用常规的-6dB法,与标准NB/T 47013-2015中只有一个高点时采用的方法一致;成组缺陷的规定依据单个缺陷间的间距进行判定,计算长度时将间距纳入长度计算中。
(5) 标准RCC-MR-2007中规定的验收标准与其他标准要求基本一致,首先判定缺陷性质,出现裂纹、未熔合等非体积型缺陷则判定为不合格;其次,对于体积型缺陷,根据缺陷波幅高度,按缺陷长度验收,超过规定长度判定为不合格。
文章仅涉及对接接头焊缝的常规超声检测,未涉及特殊焊接形式或者新的超声检测技术。因此,两标准也有一定的局限性,通过两标准的对比,应用标准的人员能够更快捷地了解标准要求内容与结构设计的适用性,及时根据结构设计的不同调整所参考的标准,实现设计、制造、无损检测的迭代反馈。
作者:王学芹,王晓宇,武兴华,廖洪彬
工作单位:核工业西南物理研究院
来源:《无损检测》2021年3期



超导带材损伤演化检测技术获得突破